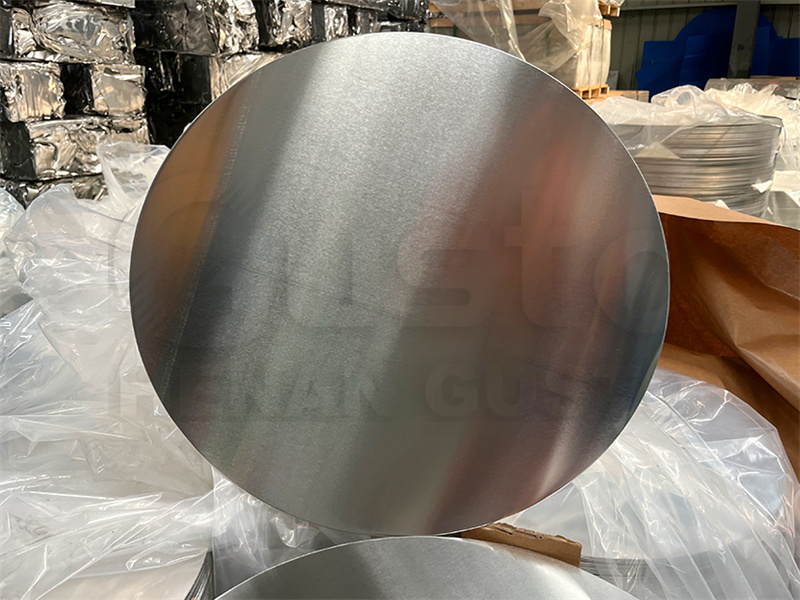
The aluminum circle 1050 disc is one of the most widely used round aluminum blanks in the world. Produced from 1050 alloy — a commercially pure aluminum grade with a minimum aluminum content of 99.5% — the 1050 aluminum circle offers outstanding formability, excellent corrosion resistance, and consistent surface quality. It is the go-to choice for cookware manufacturers, traffic sign producers, lighting component makers, and dozens of other industries that need a reliable, cost-effective circular aluminum blank.
This guide covers everything buyers and engineers need to know about the aluminum circle disc in 1050 alloy: chemical composition, mechanical properties, available tempers, standard sizes, deep drawing performance, key applications, pricing factors, and how to select the right supplier.
1. What Is a 1050 Aluminum Circle Disc?
An aluminum circle disc is a flat, round aluminum blank produced by stamping or blanking from aluminum coil or sheet. The “1050” refers to the alloy designation in the Aluminum Association system. The first digit “1” indicates a commercially pure aluminum series (1xxx), and the last two digits “50” identify the specific minimum purity level. 1050 contains at least 99.5% aluminum, making it one of the softer, more workable grades in the lineup.
The 1050 aluminum disc and its close relatives — 1060, 1070, and 1100 — form the backbone of the cookware and utensil industry. Their low yield strength means they deform smoothly without cracking, while their high elongation values ensure the material stretches evenly during deep drawing and spinning processes.
Quick ID: If a supplier lists an “AA1050,” “A1050,” or “Al 1050” disc, it is the same product. All refer to Aluminum Association alloy 1050, equivalent to EN AW-1050A under European standard EN 573.
2. Chemical Composition of 1050 Aluminum
The table below shows the standard chemical composition limits for 1050 aluminum per ASTM B209 and EN 573-3. The high aluminum purity distinguishes it from 3xxx or 5xxx alloys and directly determines its forming behavior and conductivity.
| Element | Symbol | Content (wt%) | Role |
|---|---|---|---|
| Aluminum | Al | ≥ 99.50 (min) | Base metal — determines purity, conductivity, and corrosion resistance |
| Silicon | Si | ≤ 0.25 | Minor hardening effect at high levels |
| Iron | Fe | ≤ 0.40 | Slight strength increase; higher Fe reduces ductility |
| Copper | Cu | ≤ 0.05 | Trace level — negligible effect |
| Manganese | Mn | ≤ 0.05 | Trace level |
| Magnesium | Mg | ≤ 0.05 | Trace level |
| Zinc | Zn | ≤ 0.07 | Trace level |
| Titanium | Ti | ≤ 0.05 | Grain refiner during casting |
| Other (each) | — | ≤ 0.03 | — |
| Other (total) | — | ≤ 0.10 | — |
3. Mechanical Properties by Temper
The 1050 aluminum circle disc is available in multiple tempers. Temper selection is critical — it determines whether the disc can be deep-drawn without cracking and what the final product’s strength will be after forming.
| Temper | Condition | Tensile Strength (MPa) | Yield Strength (MPa) | Elongation (%) | Hardness (HB) | Best For |
|---|---|---|---|---|---|---|
| O | Fully annealed (softest) | 65 – 95 | 15 – 35 | ≥ 25 | 19 – 23 | Deep drawing, spinning, severe forming |
| H12 | Strain-hardened ¼ hard | 80 – 110 | 55 – 85 | ≥ 8 | 23 – 28 | Moderate forming, light-duty panels |
| H14 | Strain-hardened ½ hard | 95 – 125 | 75 – 105 | ≥ 6 | 28 – 32 | Signs, nameplates, light stampings |
| H16 | Strain-hardened ¾ hard | 110 – 140 | 95 – 120 | ≥ 4 | 30 – 36 | Stiffened panels, bottle caps |
| H18 | Strain-hardened full hard | ≥ 130 | ≥ 115 | ≥ 2 | 34 – 40 | Rigid components, minimal forming |
| H24 | Strain-hardened + partially annealed | 85 – 115 | 65 – 95 | ≥ 10 | 25 – 32 | Traffic signs, cookware lids |
For cookware deep drawing: Always specify 1050-O. The fully annealed state provides the highest elongation (≥25%) and the lowest yield strength, allowing the disc to flow into a deep pot or pan shape without tearing. Other tempers are too stiff for severe drawing operations.
4. Standard Sizes for 1050 Aluminum Circle Discs
The aluminum circle disc in 1050 alloy is available in a wide range of diameters and thicknesses. The table below covers the most common standard sizes. Non-standard sizes are produced to order with a minimum order quantity.
| Diameter (mm) | Thickness Range (mm) | Common Temper | Typical Application | Weight/pc at 1mm thick (kg) |
|---|---|---|---|---|
| 80 – 120 | 0.5 – 2.0 | O / H14 | Small lids, lamp holders, bottle caps | 0.014 – 0.031 |
| 150 – 200 | 0.8 – 3.0 | O / H14 / H24 | Small pots, frying pan blanks, discs for signs | 0.048 – 0.085 |
| 220 – 280 | 1.0 – 4.0 | O / H14 / H24 | Medium cookware (wok, saucepan blanks) | 0.103 – 0.166 |
| 300 – 380 | 1.5 – 5.0 | O / H14 / H24 | Large pots, pressure cooker blanks, road signs | 0.191 – 0.306 |
| 400 – 500 | 2.0 – 6.0 | O / H14 | Industrial cookware, large sign blanks, reflectors | 0.340 – 0.531 |
| 600 – 800 | 2.0 – 10.0 | O / H14 | Industrial discs, large reflector dishes | 0.763 – 1.357 |
| 900 – 1200 | 3.0 – 15.0 | O / H14 | Special industrial components, large-format signs | 1.924 – 3.053 |
Full Specification Reference
| Parameter | Specification | Note |
|---|---|---|
| Alloy designation | AA 1050 / EN AW-1050A / GB/T 1050 | All are equivalent |
| Purity | ≥ 99.50% Al | Commercially pure aluminum |
| Diameter tolerance | ±0.5 mm (standard); ±0.1 mm (precision) | CNC trimming available for tight tolerance |
| Thickness tolerance | ±0.02 – ±0.05 mm | Per ASTM B209 / EN 485 |
| Flatness | ≤ 1.0 mm/m | Leveled after blanking |
| Edge condition | Trimmed and deburred | Burr height ≤ 0.1 mm |
| Density | 2.71 g/cm³ | Standard for 1050 alloy |
| Thermal conductivity | 222 W/(m·K) | Excellent heat distribution for cookware |
| Electrical conductivity | 57–61% IACS | High conductivity for electrical applications |
| Surface finish options | Mill finish, bright/mirror, anodized | Mill finish is standard |
| Production method | DC cast + cold rolling + blanking/stamping | DC rolling gives superior surface quality |
| Applicable standards | ASTM B209, EN 485, GB/T 3880, ISO 9001 | — |
5. Deep Drawing Performance of 1050 Aluminum Circle Discs
Deep drawing is the most important forming process for the aluminum circle disc market. In deep drawing, a flat disc blank is forced into a die cavity by a punch, stretching the material into a cup or pot shape. The 1050-O disc excels in this process due to its unique combination of properties.
Key Deep Drawing Parameters for 1050-O
| Parameter | Value for 1050-O | Significance |
|---|---|---|
| Maximum draw ratio (LDR) | 2.1 – 2.3 | Can form a cup with diameter up to 2.3× the punch diameter in one draw |
| Elongation at break | ≥ 25% | High elongation prevents tearing at the cup base |
| Yield strength (O temper) | 15 – 35 MPa | Low yield strength reduces press force requirement |
| Anisotropy (r-value) | 0.6 – 0.8 | Moderate — slight earing may occur; trim allowance needed |
| Blank holding force | Low — set to ~1/3 of draw force | Too high a holding force causes tearing |
| Lubrication | Required — mineral oil or emulsion | Prevents galling between die and blank surface |
| Redraw capability | 2–3 redraws possible with inter-stage annealing | Allows very deep shapes (tall pots, pressure cooker bodies) |
For very deep products like large stock pots or pressure cookers, a single draw may not be sufficient. In such cases, the 1050 aluminum disc blank is drawn in multiple stages, with an intermediate annealing step between draws to restore ductility. This multi-stage process is standard practice in industrial cookware production.
1050 vs 3003 for deep drawing: 3003 alloy has about 20–30% higher tensile strength than 1050, which means it holds its shape better in the finished product but requires slightly more press force and is slightly more prone to cracking at deep draw ratios. For standard cookware depths, both work well. For very deep forms or thin walls, 1050-O is the safer choice. For products that need to withstand higher internal pressure (such as pressure cookers), 3003-O is often preferred for its added strength.
6. Main Applications of the 1050 Aluminum Circle
Cookware and Kitchen Utensils
The largest market for the 1050 aluminum circle disc is cookware. Pots, pans, woks, frying pans, and sauce pans are all produced by deep drawing or spinning a flat disc blank into shape. The 1050-O alloy is ideal because it draws cleanly with minimal cracking, holds its shape after forming, and can accept non-stick coatings, hard anodizing, and polishing finishes. The phrase aluminium circle for utensil refers directly to this application — it is the most common search term used by cookware manufacturers sourcing blank discs.
For aluminum circle for cookware applications, the most common specifications are:
| Product | Disc Diameter | Thickness | Temper | Post-Processing |
|---|---|---|---|---|
| Frying pan | 200 – 320 mm | 1.5 – 3.5 mm | 1050-O | Deep draw + non-stick coat |
| Saucepan / milk pan | 160 – 240 mm | 1.2 – 2.5 mm | 1050-O | Deep draw + anodize or coat |
| Stock pot / soup pot | 280 – 400 mm | 2.0 – 4.0 mm | 1050-O | Multi-stage draw + polish or coat |
| Wok | 320 – 500 mm | 2.0 – 4.5 mm | 1050-O | Spin forming + hard anodize |
| Pressure cooker body | 240 – 380 mm | 2.5 – 5.0 mm | 1050-O or 3003-O | Multi-stage draw + anodize |
Road Signs and Traffic Equipment
Circular traffic signs and warning discs use aluminum circle plate blanks in H14 or H24 temper. The harder temper provides better shape retention after the sign is mounted and resists warping from wind load. 1050-H14 or 3003-H14 circles, 2–3 mm thick, are the industry standard for round road sign substrates. Retroreflective sheeting is applied to the face, and mounting holes are drilled after the blank is cut.
Lighting and LED Components
High-purity 1050 and 1060 aluminum circles serve as reflector dish blanks and LED lamp housing discs. The high aluminum content (99.5%+) gives these alloys a naturally bright surface that achieves reflectance values above 75% in mill finish and above 85% after brightening or anodizing. This makes the 1050 aluminum disc the primary material for lighting reflectors in industrial, commercial, and solar applications.
Electrical and Conductive Applications
With electrical conductivity at 57–61% IACS, 1050 aluminum circles are used for transformer spacer discs, capacitor shell blanks, and bus bar end caps. Higher purity means better conductivity, and 1050 is more conductive than 3003 or 5052 alloys because those alloys contain alloying elements that scatter electron flow.
Nameplate and Decorative Discs
Thin 1050 aluminum circles in H14 or H18 temper serve as dye sublimation blanks, award medals, and decorative discs. The smooth mill-finish or bright-rolled surface accepts printing, anodizing, and color coating evenly.
7. Surface Treatment Options for 1050 Aluminum Circle Discs
The standard delivery condition for the 1050 aluminum circle is mill finish — the as-rolled surface, clean and free of significant defects. Additional surface treatments are available and are often specified for end-use applications.
| Treatment | Description | Typical Use Case | Additional Cost |
|---|---|---|---|
| Mill finish | As-rolled, natural aluminum surface | Deep drawing for cookware (further coated after forming) | None (standard) |
| Bright / mirror finish | Chemically or mechanically polished; reflectance 80–90% | Lighting reflectors, solar concentrators, decorative products | +$0.15 – 0.30/kg |
| Anodizing (standard) | Electrochemical oxide layer, 10–25 µm; transparent or dyed | Cookware exterior, decorative discs, outdoor signs | +$0.20 – 0.50/kg |
| Hard anodizing | Dense oxide layer, 25–50 µm; hardness up to HV 400 | High-wear cookware, industrial sliding parts | +$0.40 – 0.80/kg |
| Non-stick coating (PTFE) | Applied after forming; 2–4 layers | Frying pans, baking trays | Applied post-forming, separate process |
| Color coating (PE/PVDF) | Organic paint applied by coil coating before blanking | Colored signs, decorative panels | +$0.10 – 0.25/kg |
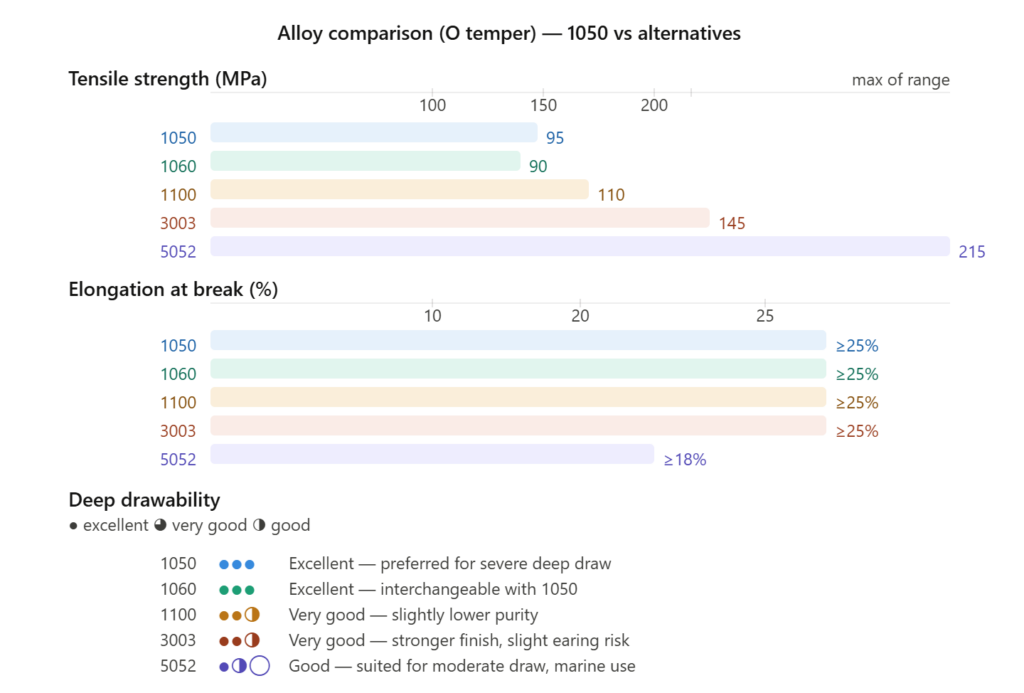
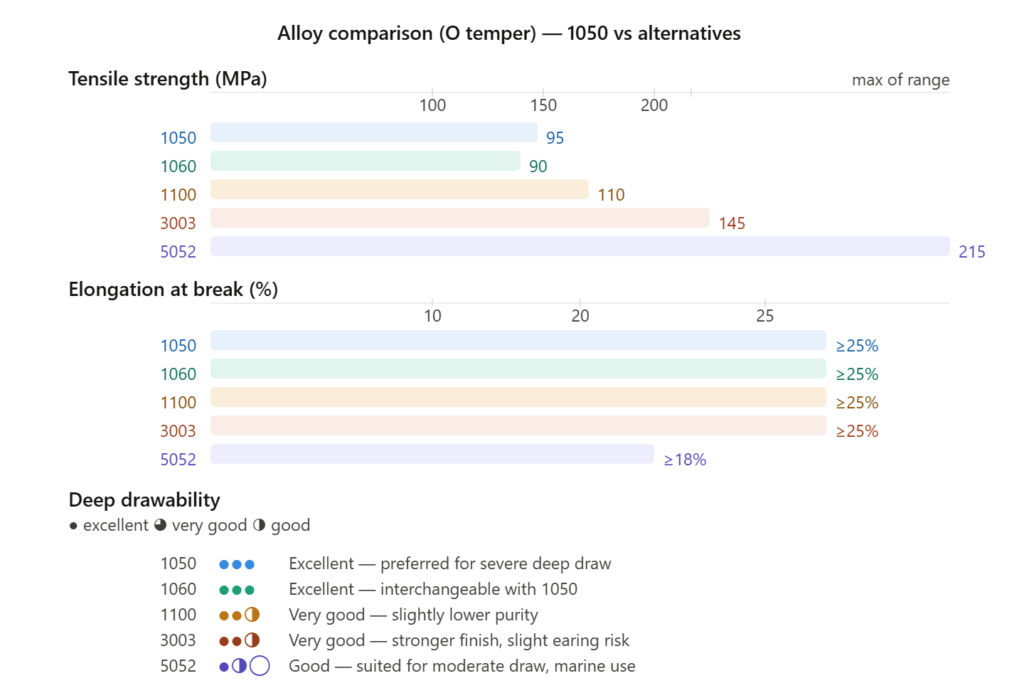
8. 1050 vs Other Alloys: Which Aluminum Circle Disc to Choose?
Choosing the right alloy for an aluminum circle disc depends on the forming process, required strength, and end-use environment. The comparison below covers the most common alternatives.
| Property | 1050-O | 1060-O | 1100-O | 3003-O | 5052-O |
|---|---|---|---|---|---|
| Al purity | 99.5% | 99.6% | 99.0% | ~97.8% (Mn added) | ~96.8% (Mg added) |
| Tensile strength (MPa) | 65 – 95 | 60 – 90 | 75 – 110 | 110 – 145 | 170 – 215 |
| Elongation (%) | ≥ 25 | ≥ 25 | ≥ 25 | ≥ 25 | ≥ 18 |
| Deep drawability | Excellent ✓✓✓ | Excellent ✓✓✓ | Very good ✓✓ | Very good ✓✓ | Good ✓ |
| Corrosion resistance | Very good | Excellent | Very good | Good | Excellent (marine) |
| Weldability | Good | Good | Good | Good | Excellent |
| Relative price | Low ✓ | Low ✓ | Low ✓ | Low–medium | Medium |
| Best application | Cookware, signs, reflectors | Cookware, reflectors | Cookware, food containers | Pressure cookers, deeper draws needing strength | Marine, structural |
In most cookware and utensil applications, 1050-O and 1060-O are interchangeable. The choice often comes down to regional availability and supplier preference. 1050 is more common in European and Middle Eastern markets, while 1060 is dominant in Asian production. For buyers comparing 1050 aluminum circle pricing against 3003, expect 3003 to run approximately 5–10% higher per ton due to the manganese alloy addition.
9. Pricing of 1050 Aluminum Circle Discs
The price of a 1050 aluminum circle disc — also commonly searched as aluminum circle plate pricing — depends on several interconnected factors. Understanding these helps buyers evaluate quotes and negotiate better terms.
| Pricing Factor | Impact on Price | Typical Effect |
|---|---|---|
| LME aluminum spot price | Very high — base metal is 60–70% of cost | Fluctuates daily; $2,200–2,700/MT range in 2024–2025 |
| Temper (O vs H14 vs H18) | Medium — annealing adds processing cost | O temper: base; H14: +$20–40/MT; H18: +$40–80/MT |
| Diameter and thickness | Medium — non-standard sizes have higher tooling waste | Standard sizes 5–12% cheaper than non-standard |
| Surface finish | Medium — mirror or anodized adds processing | Mill finish = base; mirror +$0.15–0.30/kg |
| Order quantity (MOQ) | High — volume drives per-unit cost down significantly | MOQ typically 1–3 MT; best pricing at 10 MT+ |
| Incoterms / shipping | High — sea freight, insurance, and customs add cost | FOB to CIF adds $60–120/MT for most destinations |
| DC vs CC production method | Medium — DC rolling gives better surface quality at slightly higher cost | DC: +$30–60/MT vs CC; recommended for cookware |
As a general market reference, FOB factory prices for standard 1050 aluminum circle disc (mill finish, O temper, diameter 200–400 mm, thickness 1.5–3.0 mm) typically range from $2,500 to $3,100 per metric ton, depending on quantity and market conditions. Always request quotes based on your specific diameter, thickness, temper, surface finish, and monthly volume for an accurate price.
10. How to Specify a 1050 Aluminum Circle Disc Order
To get an accurate quote and avoid specification errors, provide the following information to your supplier when ordering a 1050 aluminum disc or aluminum circle disc:
- Alloy: 1050 (or 1050A if European EN standard is required)
- Temper: O (for deep drawing), H14 (for signs/stiffness), H24 (moderate forming)
- Diameter: in mm (e.g., 280 mm) and tolerance class (standard ±0.5 mm or precision ±0.1 mm)
- Thickness: in mm (e.g., 2.5 mm) and tolerance (standard or tight)
- Surface finish: mill finish / bright finish / anodized
- Quantity: in kg or MT per month (or total order volume)
- Standard: ASTM B209 or EN 485 (specifies which chemical and mechanical test standards apply)
- Certifications required: ISO 9001, SGS material test report, FDA/LFGB for food contact, etc.
- Delivery terms: FOB, CIF, DDP, and destination port or address
11. Quality Control and Inspection for 1050 Aluminum Circle Discs
Reputable manufacturers of the aluminum circle 1050 disc perform the following quality checks before shipment. Buyers should request documentation for each.
| Inspection Item | Method | Acceptance Criterion |
|---|---|---|
| Chemical composition | Optical emission spectrometry (OES) | Per ASTM B209 / EN 573-3 limits for 1050 |
| Tensile strength | Universal testing machine (UTM) | Per temper specification in table above |
| Elongation | UTM with extensometer | ≥ 25% for O temper; per spec for others |
| Hardness | Brinell or Vickers hardness tester | Per temper specification |
| Diameter and thickness | Digital calipers, micrometer | Within stated tolerance |
| Flatness | Surface plate measurement | ≤ 1.0 mm/m |
| Surface quality | Visual inspection under standardized lighting | No cracks, pits, scratches exceeding grade limits |
| Burr height | Digital profilometer or feeler gauge | ≤ 0.1 mm standard; ≤ 0.05 mm precision |
12. Why Choose a Factory-Direct Aluminum Circle 1050 Disc Supplier?
Buying the 1050 aluminum circle directly from a manufacturer — rather than through a distributor or trading company — offers consistent advantages for buyers who need reliable quality and competitive pricing.
- Lower price per ton: Eliminating middlemen typically saves 8–15% per ton on equivalent specifications.
- Full traceability: Factory-direct suppliers issue mill test reports (MTRs) showing chemical composition and mechanical test results for each production batch.
- Custom specifications: Factories can produce non-standard diameters, thicknesses, and tempers with flexible MOQ, while distributors are limited to stock sizes.
- Consistent quality: Casting, rolling, annealing, and blanking all under one roof eliminates inter-supplier variation that creates quality inconsistencies.
- Production capacity: Established aluminum circle factories have monthly capacities of 500–3,000 MT, ensuring they can scale supply as your order volume grows.
- Export expertise: Experienced factories handle Letter of Credit documentation, phytosanitary certificates, packing lists, and sea freight logistics routinely.
Key Export Markets
1050 aluminum circle discs produced in China are exported to cookware manufacturers in Vietnam, Indonesia, Thailand, Turkey, and Egypt; to sign and traffic equipment producers in the Middle East and Africa; and to industrial customers in Europe and South America. Standard shipping terms include FOB Shanghai/Qingdao/Tianjin, CIF destination port, and DDP for door-to-door delivery.
Get a Factory-Direct Quote for 1050 Aluminum Circle Discs
Tell us your diameter, thickness, temper, monthly quantity, and destination. We will respond within 24 hours with a competitive FOB price and free sample offer.
📧 inquiry@yourcompany.com | 📞 +86-XXX-XXXX-XXXX
13. Frequently Asked Questions
What is the difference between 1050 and 1060 aluminum circle discs?
The primary difference is minimum aluminum purity: 1050 requires ≥99.5% Al while 1060 requires ≥99.6% Al. In practice, their mechanical properties and forming behavior are nearly identical in the O temper. 1060 is very slightly more conductive and slightly softer, but both are used interchangeably for cookware and reflectors in most markets. The choice often comes down to regional availability — 1060 dominates in Asia, 1050 is more common in Europe.
Can the 1050 aluminum circle disc be welded?
Yes. 1050 aluminum has good weldability using TIG (GTAW) or MIG (GMAW) processes with 1100 or 4043 filler wire. The high aluminum purity means there are very few intermetallic inclusions that could cause weld porosity. Post-weld annealing may be needed if the formed part must be re-drawn after welding.
What is the maximum draw ratio for a 1050-O disc?
The limiting draw ratio (LDR) for 1050-O is typically 2.1–2.3 in a single draw operation. This means a punch of 100 mm diameter can draw a blank up to 210–230 mm diameter into a cup in a single operation. Deeper shapes require multi-stage drawing with intermediate annealing between stages.
Does the 1050 aluminum circle disc meet food safety standards?
Yes. Commercially pure 1050 aluminum is inherently food-safe. For markets requiring formal certification, look for suppliers who can provide FDA 21 CFR compliance or EU Regulation 1935/2004 documentation confirming suitability for food-contact applications. LFGB certification is required for the German market specifically.
What packaging is standard for aluminum circle disc shipments?
Standard export packing consists of discs interleaved with white paper or polyethylene film to protect the surface, stacked on a wooden pallet, and wrapped with stretch film and steel strapping. Each pallet typically weighs 1–2 MT. Seaworthy wooden crates are available for LCL shipments or when extra protection is needed for polished-surface discs.
What is the minimum order quantity for 1050 aluminum circle discs?
Most factories set a minimum order of 1–3 metric tons per specification (alloy + temper + diameter + thickness combination). Trial orders of 500 kg are sometimes accepted at a slightly higher unit price. Volume pricing breaks typically occur at 5 MT, 10 MT, and 20 MT per order.